Takım hazırlığından kaplamaya ve katman son işlemine kadar hiçbir şeyi şansa bırakmıyoruz. Her bir işlem adımı, talaş kaldırma işlemleriniz için en iyi takım çözümünü sunmak üzere tasarlanmıştır.
Takım hazırlığı
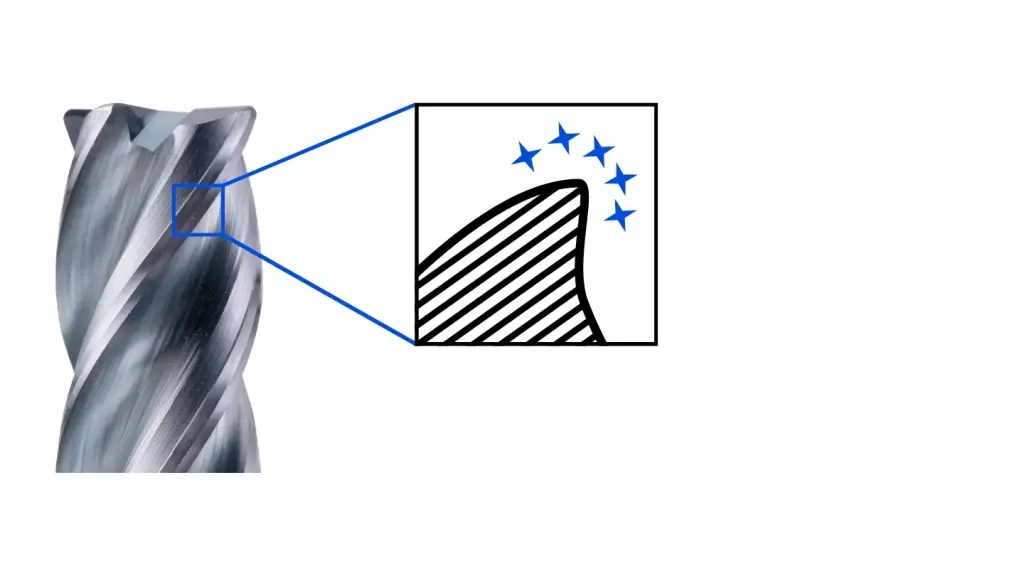
Bir talaş kaldırma takımının mikro geometrisi (kesici kenarın konturu), performansının belirleyici faktörüdür.
Pozitif talaş açısına ve keskin kesici kenarlara sahip takımların kesme kabiliyeti son derece yüksektir, ancak bu özellik aynı zamanda kesici kenarların daha dengesiz olmasına da neden olur. Dengesiz bir kesici kenar, kırılmalara son derece yatkındır ve bu da iş parçasının yüzey kalitesinin düşmesine ve hizmet ömrünün erken bitmesine neden olur.
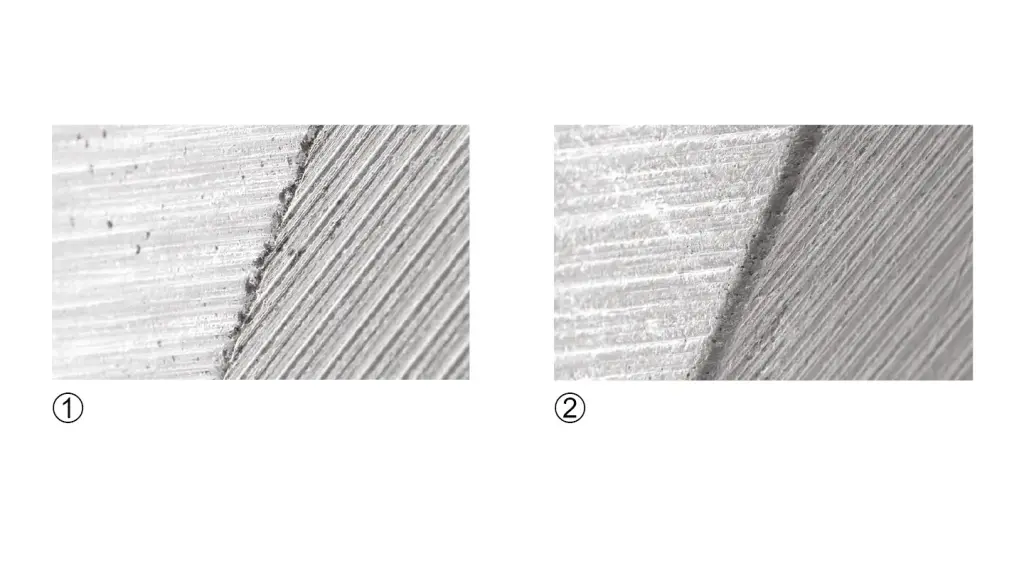
Tanımlanmış yuvarlatılmış kesici kenarlar şunları sağlar:
- Kaplamanın daha iyi tutunmasını.
- Kesici kenarda daha yüksek stabilite.
- Belirgin şekilde yüksek takım hizmet ömrü ve üretkenliği.
1) Yuvarlanmamış keskin kenar.
2) Tanımlanmış yuvarlanmış keskin kenar.
Kaplama ve katman son işlemi
Kaplamalar, malzeme ile kesim malzemesi arasındaki doğrudan teması önler ve böylece yapışma, aşınma, difüzyon veya oksidasyondan kaynaklanan aşınmayı azaltır.
Kesici takımlar için en iyi bilinen kaplama işlemlerinden biri, katı bir metalik malzemenin (hedef) vakumda buharlaştırıldığı PVD yöntemidir (Physical Vapour Deposition).
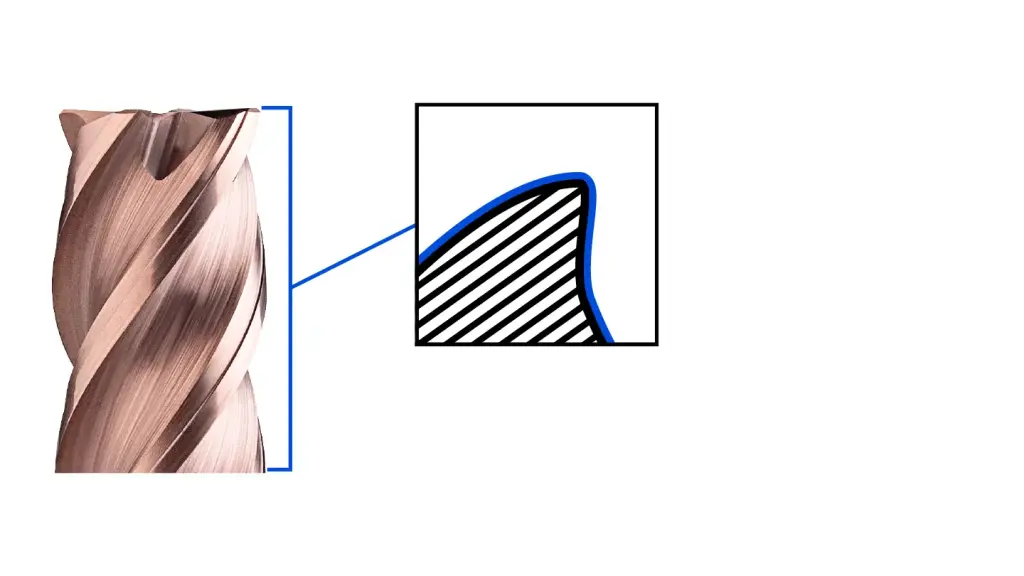
Asıl kaplama genellikle reaktif bir gazın ek kullanımıyla oluşturulur. Buhar halindeki kaplama malzemesi son olarak alt tabaka üzerinde ince bir tabaka halinde yoğunlaşır ve takım kaplamasını oluşturur.
Endüstride özellikle yaygın olan bir PVD teknolojisi, çok yüksek ayırma hızı ile karakterize edilen katodik ark buharlaştırmadır (kısaca ark PVD).
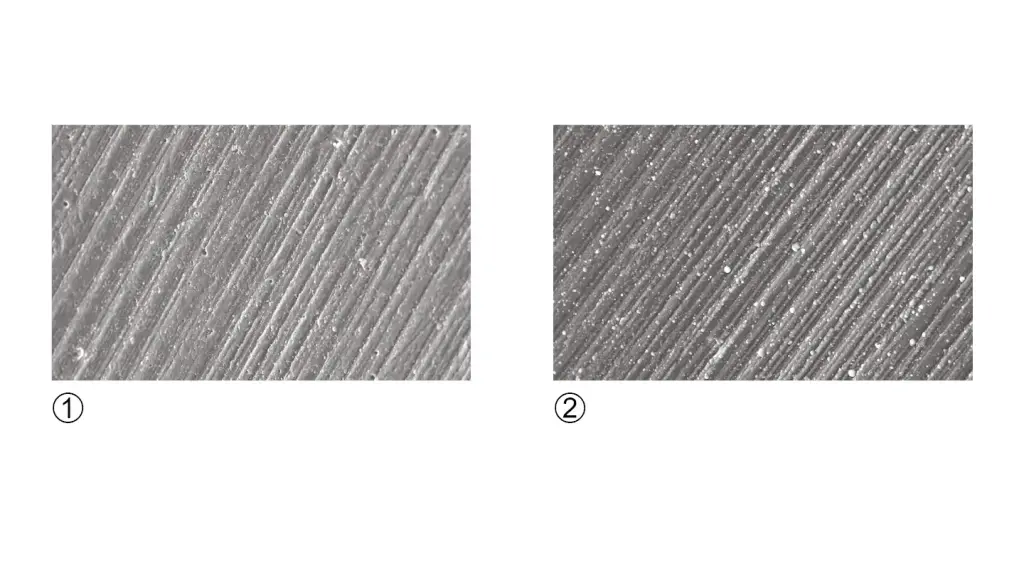
1) İşlenmemiş alet yüzeyine kaplama.
2) Ön işleme tabi tutulmuş alet yüzeyine kaplama.
Düzleştirme
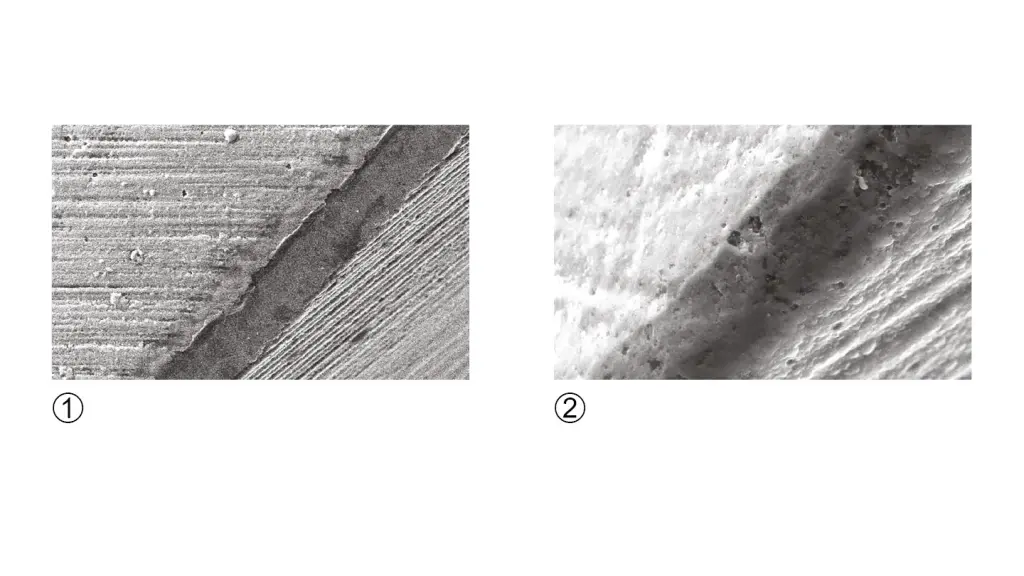
Ark PVD yönteminde, hedef malzeme yüksek enerji yoğunluğu nedeniyle bir arkın yakma noktasında buharlaştırılır. Bu sırada, işlem sırasında alt tabaka üzerinde biriken ve geride mikroskobik kusurlar bırakan eriyik partiküller (damlacıklar) oluşur.
Özel işlem sonrası işlemlerde, sürtünmeyi azaltmak ve daha uzun hizmet ömrü elde etmek için bu ve benzeri yüzey pürüzlerini düzeltiyoruz.
1) Damlacıklarla kaplı alet yüzeyi.
2) Damlacık olmayan alet yüzeyi.
Patlatma diskleri
Talaş alanlarının malzemeye özel optimizasyonu, takımın tıkanmasını önlemek için kontrollü talaş kaldırma sağlar.
Parlatılmış talaş alanları çok pürüzsüz bir yüzeye sahiptir ve bu nedenle yüksek talaş hacmine sahip demir dışı metallerin işlenmesinde talaş kaldırmayı optimize eder.